Дифузна або розтрубна зварювання це метод з'єднання пластикових систем з поліпропілену. Кожен виробник випускає рекомендації щодо паяння (зварювання) труб. На прикладі поліпропіленової труби Труби Екопластик у Кривому Розі, розглянемо правильність виконання робіт. При правильному виконанні всіх рекомендацій виникає однорідний стик, який набагато міцніший, ніж навіть сама труба. Як цього досягти? Труби системи відповідають зовнішньому діаметру відповідним допуском для зварювання. Можна використовувати спеціалізовані стрижневі зварювальні апарати для зварювання труб і фітингів діаметром до 40 мм. Цю роботу можна дуже легко виконувати вручну. Зварювальний апарат настроєм на 260 градусів Цельсія, включаємо в мережу, зачекаємо, поки нагріється.

Перевіримо температуру контактним чи безконтактним термометром. Перед зварюванням перевіримо правильне функціонування ножиць. Завжди використовуйте гострі ножиці високої якості. Ми рекомендуємо використовувати нові професійні ножиці з обрізним V образним профілем робочого леза.

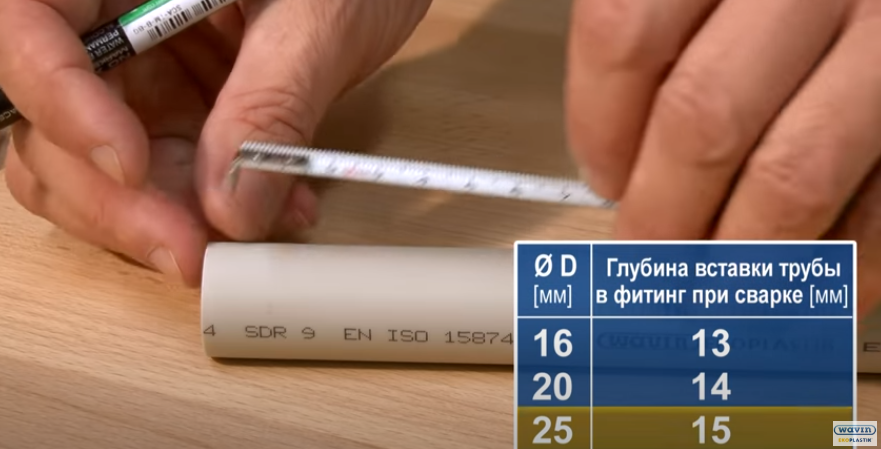
Глибина вставки труби та фітингу встановлюється нормативно, залежно від діаметра на трубі. Її позначаємо маркером.
Фітинг не повинен входити до труби без попереднього нагрівання. В іншому випадку зварювання виходить неякісним. Перед зварюванням рекомендується трубу та фітинг знежирити. На розігріту насадку одночасно надягаємо фітінг та трубу. Під час нагрівання запчастини не повертаємо. Відлік часу нагрівання починаємо з моменту, коли деталі повністю одягнені на насадку.

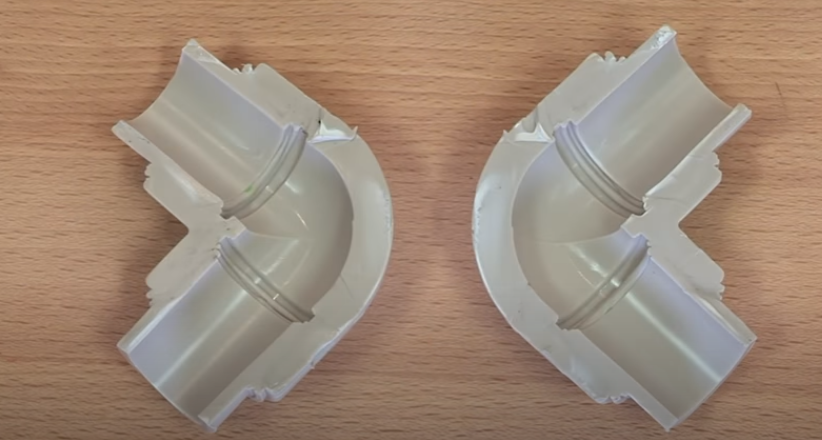
Після закінчення нагріву знімаємо трубу і фітинг з насадки. Трубу та фітинг не провертаємо. По осі повільним і рівномірним рухом з'єднуємо 2 частини матеріалу, що зварюється. У нас залишається приблизно 5 секунд для корекції положення елементів, що з'єднуються. З'єднані деталі слід зафіксувати на кілька секунд. Коли прийде початкова стадія охолодження, після цього часу не вдасться змінити положення фітинга щодо труби. При дотриманні всіх правил і параметрів зварний шов буде міцним і однорідним. Такий вигляд має готовий зварний шов зсередини.
Повне навантаження на шов може бути виконано після його повного охолодження. Зазвичай за одну годину.