Диффузная или же раструбная сварка это метод соединения пластиковых систем из полипропилена. Каждый производитель выпускает рекомендации по пайке (сварке) труб. На примере полипропиленовой трубы Трубы Экопластик в Кривом Роге, рассмотрим правильность произведения работ. При правильном выполнении всех рекомендаций, возникает однородной стык, который намного прочнее, чем даже сама труба. Как этого добиться? Трубы системы соответствуют внешнему диаметру соответствующим допуском для сварки. Можно использовать стержневые специализированные сварочные аппараты для сварки труб и фитингов диаметром до 40 мм. Данную работу можно очень просто производить вручную. Сварочный аппарат настроем на 260 градусов Цельсия , включаем в сеть, подождём пока нагреется.

Проверим температуру контактным или бесконтактным термометром. Перед сваркой проверим правильное функционирование ножниц. Всегда используюте острые ножницы высокого качества. Мы рекомендуем использовать новые ножницы профессииональные с обрезным V образным профилем рабочего лезвия.

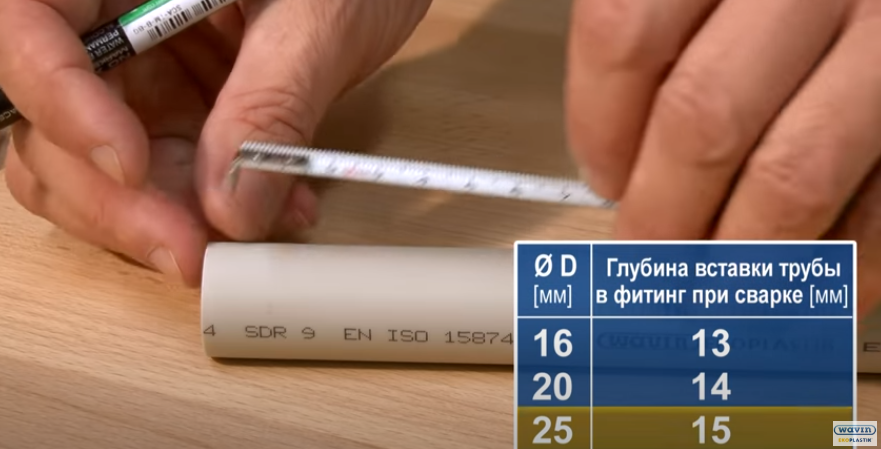
Глубина вставки трубы и фитинга устанавливается нормативно, в зависимости от диаметра на трубе. Её обозначаем маркером.
Фитинг не должен входить в трубу без предварительного нагрева. В противном случае сварка получается некачественной. Перед сваркой рекомендуется трубу и фитинг обезжирить. На разогретую насадку одновременно надеваем фитинг и трубу. Во время нагревания запчасти не поворачиваем. Отсчет времени нагрева начинаем с момента, когда детали полностью одеты на насадку.

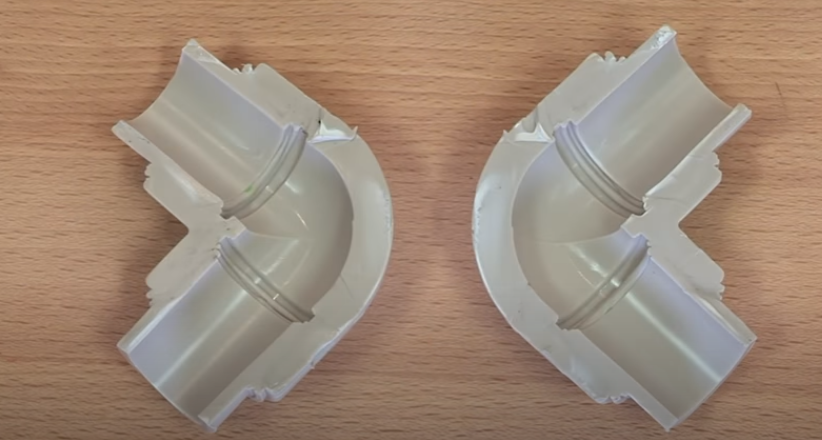
По истечении времени нагрева снимаем трубу и фитинг с насадки. Трубу и фитинг не проворачиваем. По оси медленным и равномерным движением соединяем 2 части свариваемого материала. У нас остается приблизительно 5 секунд для коррекции положения соединяемых элементов. Соединенные детали необходимо зафиксировать на несколько секунд. Когда прйдет начальная стадия охлаждения, после этого времени уже не получится изменить положение фитинга относительно трубы. При соблюдении всех правил и параметров, сварной шов будет прочным и однородным. Так выглядит готовый сварной шов изнутри.
Полная нагрузка на шов может быть произведена после его полного охлаждения. Обычно через один час.